Custom Automation Trays for Robotics
Robotic Arm Automation Background
 Automation has advanced to a point where robotics can now look very different depending on the application. There are differences in speed. High speed automation is often used for applications such as (1) pick and place, (2) pick and pack, (3) packaging and palletizing. A robot or robotic arm can move at a speed almost tough to follow with the human eye. Many of these applications require guarding due to the speed.
Automation has advanced to a point where robotics can now look very different depending on the application. There are differences in speed. High speed automation is often used for applications such as (1) pick and place, (2) pick and pack, (3) packaging and palletizing. A robot or robotic arm can move at a speed almost tough to follow with the human eye. Many of these applications require guarding due to the speed.
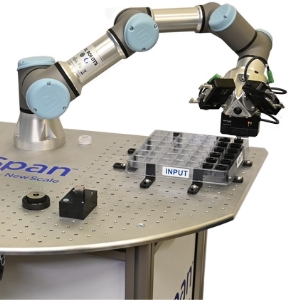
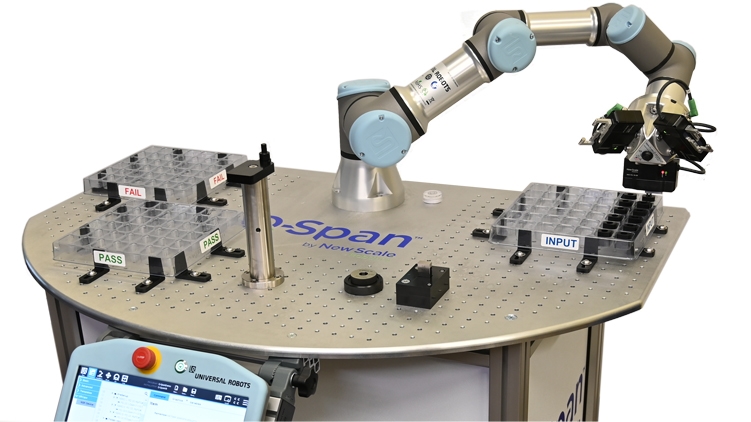
Low speed applications can include manufacturing bench jobs, and inspection of components allowing equipment to automatically measure small parts. With low speed applications a robotic arm moves approximately at the same speed as a human arm would in the same application. These robotic arms generally do not require special guarding.
Advantages of robotic arms are many. With repetitive jobs, robotic automation:
- reduces repetitive stress injuries in operators
- avoids operator boredom
- maintains consistent pace
- maintains accuracy in the process.
- uses less space than an operator would require for the same operation.
With high speed automation, robotic arm automation:
- increases throughput for the operation
- reduces part cost making product more competitive in market
- reduces operator injuries
- reduces downtime
- allows for the ability to work multiple shifts or lights out.
Many applications, regardless of speed, use automation tray packaging or fixture trays for handling parts during the process.
More information on this topic is available by contacting Chris Spiegel with Engineered Components & Packaging, LLC. See Contact Us.